注塑材料:ABS、PS、PC+15%GF
进胶方式:针阀嘴
客 户:TCL、海信、美的、创维、海尔等
振雄热流道优势:
1)可根据客户要求定制热流道系统,提供整体式解决方案;
2)加高玻纤,针阀系统质量稳定,无卡针,无漏胶,长期生产质量稳定。
3)长期生产无批锋,无浇口发白问题,浇口更美观;
热流道系统按100万模次使用寿命设计,注塑生产稳定
 振雄为客户提供整体式解决方案:
振雄为客户提供整体式解决方案:
模具结构分析+塑胶产品分析+注塑成型及模流分析+热流道设计《金属材料+高分子材料+热传导+流体分析
振雄根据客户要求可提供方案包括:
2D设计图纸
3D设计图纸(确认2D之后)
模流分析报告
》系统漏胶的原因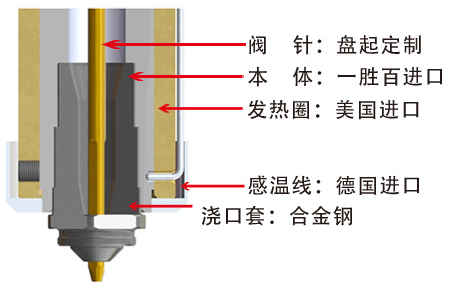
■分流板堵头漏胶
振雄分流板采用镶嵌件的方式并经过流道抛光,
配合采用热配(过盈配合),无漏胶现象。
■热嘴封胶位漏胶。
振雄对所有安装人员有严格的检测培训及要求,
所有尺寸按图纸加工准确才会安装,确保不会出现漏胶。
■热嘴与分流板配合面漏胶。
振雄设计已避免可能的加工误差。
》振雄专注于工程材料、高玻纤产品
进口钢材,特殊处理,更耐磨耐腐蚀
振雄热嘴采用进口钢材并特殊处理,有效保证产品寿命,
热流道产品品质均按10年设计寿命,15%以内加纤类产品
按200万模次设计寿命 。
》产品发黄、发黑的原因
1.热咀出胶口包胶有死角。
振雄有专业成型透明/换色产品的热咀。此咀无死角,
换色快,压力损失小。
2.分流板转角处堵头有死角。
流道接角处堵头采用圆滑过渡,特殊位置采用镶嵌结构,
保证接角圆滑。光洁度达到0.4Ram。
3.塑胶材料在流道内停留的时间过长。
胶料注塑量及停留时间详细计算。
》热嘴温差精度 振雄热嘴内部温度误差不超过5度。
产品标准
1.热嘴设计经热平衡分析结合实践验证。产品90%标准化,充足库存品质100%合格。
材质进口
2. 发热圈绕制方式经过严格测试,绕制工艺标准化,高品质要求保证质量稳定。
工艺标准
3. 热嘴采用一胜百进口材质,在客户现场检测热嘴内部温差,有效保证温度平衡。
》水口拉丝、流涎的原因
■ 热嘴口部无合理的冷却。
热嘴浇口附近应设计合理的冷却运水,增加冷却
运水可避免浇口热量积存导致拉丝流延等问题。
■ 热嘴选择不合理,断胶点位置不确定
振雄热嘴为无嘴芯的的特制结构,不会拉丝,无流延极端
注塑条件导致的拉丝建议采用针阀式热嘴。
■ 热嘴温度不稳定,长期生产稳定性差。
振雄加热配件采用进口配件。
》阀针卡针的原因 
1.阀针与针套配合长度过长。
振雄导套与阀针的配合长度比其他公司短,很少
卡针。
2.阀针与针套配合公差不合理。
振雄导套与阀针的配合公差根据加纤材料特殊
定制。并经过反复测试和验证,能确保不漏胶
且不卡针。
3.加工误差导致品质不合格或不稳定。
振雄配件品质控制见附页。
 家用电器注塑条件:
家用电器注塑条件: 产品成型要点:
产品成型要点:
