》PET验血管浇口发白
1.PET试管变形,通行度差。
振雄针对PET材料特殊性设计特制热嘴,生产
的试管同心度0.02,口部公差0.01~0.02。
2.浇口有批锋或毛边影响外观。
浇口与阀针不同心会导致插伤浇口产生批锋,振雄阀针套在热嘴内,
浇口设有定位,保证浇口与阀针同心。
》48腔侧进胶技术解决方案
◆ 在系统顶部安装有可直接进行调试咀芯长度的装置,调试精度达0.03mm,
可免去拆卸咀芯的步骤
◆ 具有专利知识产权的特殊咀芯结构在使用时可用精准的调节咀芯位置,
使咀芯长度一致,出胶平衡,
◆ 具有伸缩功能的侧进胶系统适用于高精密塑胶产品
◆ 进浇口发热丝,使加热更均匀稳定,延长了使用寿命
》(针筒类)小间距产品、侧进胶、全热流道解决方案
◆ 振雄多头直进胶的热嘴,可成型PA、PC、ABS、PP等,生产PA12类材料
不会拉丝,产品质量稳定,热嘴寿命200万模次以上。
◆ 振雄研发的小间距方形热嘴,进胶点间距8mm,专业应用于比色杯雷产品,
可成型PP,PS, ABS等,生产稳定,平衡效果好。
》产品进胶不平衡原因
1 、 分流板温度或发热管不平衡。
分流板发热管排布采用圆形发热管表面覆铜的方式,设计采用每组加热独立
分区,温度独立控制。
2 、分流板不规则排布平衡方案。
非规则排位通过MOLDFLOW流动分析,调节流道直径的大小及浇口的大小,
达到了最佳的流动平衡
3 、热嘴流道直径及局部热点导致温度不平衡。
热嘴流道直径一致,温度设计平衡。
》系统漏胶的原因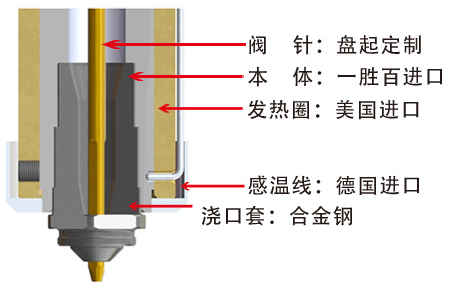
■ 分流板堵头漏胶
振雄分流板采用镶嵌件的方式并经过流道抛光,
配合采用热配(过盈配合),无漏胶现象。
■ 热嘴封胶位漏胶。
振雄对所有安装人员有严格的检测培训及要求,
所有尺寸按图纸加工准确才会安装,确保不会出现漏胶。
■ 热嘴与分流板配合面漏胶。
振雄设计已避免可能的加工误差。
》振雄专注于工程材料、高玻纤产品
进口钢材,特殊处理,更耐磨耐腐蚀
振雄热嘴采用进口钢材并特殊处理,有效保证产品寿命,
热流道产品品质均按10年设计寿命,15%以内加纤类产品
按200万模次设计寿命 。
》产品发黄、发黑的原因
1.热咀出胶口包胶有死角。
振雄有专业成型透明/换色产品的专利
热咀。此咀无死角,换色快,压力损失小。
2.分流板转角处堵头有死角。
流道接角处堵头采用圆滑过渡,特殊位置采用镶嵌结构,保证接角圆滑。光洁度达到0.4Ram。
3.塑胶材料在流道内停留的时间过长。
胶料注塑量及停留时间详细计算。
》热嘴温差精度 振雄热嘴内部温度误差不超过5度。
产品标准
1.热嘴设计经热平衡分析结合实践验证。产品90%标准化,充足库存品质100%合格。
材质进口
2. 发热圈绕制方式经过严格测试,绕制工艺标准化,高品质要求保证质量稳定。
工艺标准
3. 热嘴采用一胜百进口材质,在客户现场检测热嘴内部温差,有效保证温度平衡。
》水口拉丝、流涎的原因 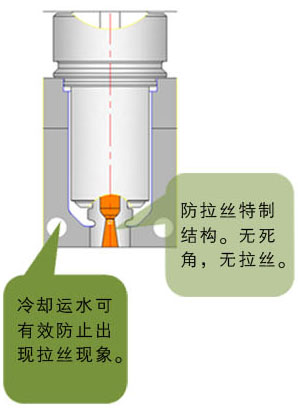 ■ 热嘴口部无合理的冷却。
■ 热嘴口部无合理的冷却。
热嘴浇口附近应设计合理的冷却运水,增加冷却
运水可避免浇口热量积存导致拉丝流延等问题。
■ 热嘴选择不合理,断胶点位置不确定
振雄热嘴为无嘴芯的的特制结构,不会拉丝,无流延极端注塑条件导致的
拉丝建议采用针阀式热嘴。
■ 热嘴温度不稳定,长期生产稳定性差。
振雄加热配件采用进口配件。
》阀针卡针的原因 
1.阀针与针套配合长度过长。
振雄导套与阀针的配合长度比其他公司短,
很少卡针。
2.阀针与针套配合公差不合理。
振雄导套与阀针的配合公差根据加纤材料特殊定制,并经过反复测试和验证,
能确保不漏胶且不卡针。
3.加工误差导致品质不合格或不稳定。
振雄配件品质控制。
 医疗包装注塑条件:
医疗包装注塑条件:
