 ■ 振雄掌握的技术可以缩短流程并最大限度地减少材料损耗,从而帮助包装生产商实现最高产
出。我们提供经济可靠的结果, 以及零件设计、材料、模具设计、机器、流道、流程控制系
■ 振雄掌握的技术可以缩短流程并最大限度地减少材料损耗,从而帮助包装生产商实现最高产
出。我们提供经济可靠的结果, 以及零件设计、材料、模具设计、机器、流道、流程控制系
统和辅助设备组合,以满足您的需求。 生产工艺要求最高的是薄壁包装, 振雄掌握大量相关
技术,可以助您生产出薄壁包装,并实现最高产出。
■ 振雄的产品可以确保包装行业所需的效率、精密度和可重复性。 我们完善的服务和支持可以
提供给您需要的一切,包括必要时进行的定制、一流的机械加工、效率评估和改善建议。
注塑材料: PP、PE、ABS
进胶方式: 针阀嘴、尖嘴
客 户: 海天 、辉腾、李锦记、加加、海普等
振雄热流道优势:
1、可根据客户要求定制热流道系统,提供整体式解决方案;
2、振雄专业设计制造侧进胶多腔系统(48,64,96腔等)。
3、振雄热嘴最小开框直径为12mm;
热流道产品品质均按10年设计寿命,注塑生产稳定。
》产品进胶不平衡原因
1 、分流板温度或发热管不平衡。
分流板发热管排布采用圆形发热管表面覆铜的方式,
设计采用每组加热独立分区,温度独立控制。
2 、分流板不规则排布平衡方案。
非规则排位通过MOLDFLOW流动分析, 调节流道直径
的大小及浇口的大小,达到了最佳的流动平衡
3 、热嘴流道直径及局部热点导致温度不平衡。
热嘴流道直径一致,温度设计平衡。
》振雄为客户提供整体式解决方案:
模具结构分析+塑胶产品分析+注塑成型及模流分析+热流道设计
(金属材料+高分子材料+热传导+流体分析)
振雄根据客户要求可提供方案包括:
■ 2D设计图纸
■ 3D设计图纸(确认2D之后)
■ 模流分析报告
》系统漏胶的原因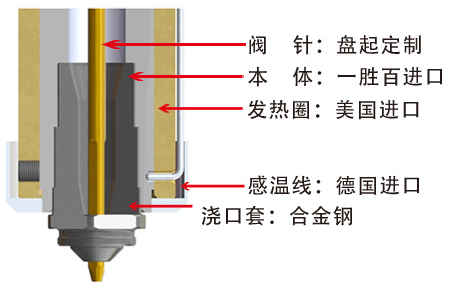
■ 分流板堵头漏胶
振雄分流板采用镶嵌件的方式并经过流道抛光,
配合采用热配(过盈配合),无漏胶现象。
■ 热嘴封胶位漏胶。
振雄对所有安装人员有严格的检测培训及要求,
所有尺寸按图纸加工准确才会安装,确保不会出现漏胶。
■ 热嘴与分流板配合面漏胶。
振雄设计已避免可能的加工误差。
》振雄专注于工程材料、高玻纤产品
进口钢材,特殊处理,更耐磨耐腐蚀
振雄热嘴采用进口钢材并特殊处理,有效保证产品寿命,
热流道产品品质均按10年设计寿命,15%以内加纤类产品
按200万模次设计寿命 。
》产品发黄、发黑的原因
1.热咀出胶口包胶有死角。
振雄有专业成型透明/换色产品的热咀。此咀无死角,换色快,压力损失小。
2.分流板转角处堵头有死角。
流道接角处堵头采用圆滑过渡,特殊位置采用镶嵌结构,保证接角圆滑。光洁度达到0.4Ram。
3.塑胶材料在流道内停留的时间过长。
胶料注塑量及停留时间详细计算。
》热嘴温差精度 振雄热嘴内部温度误差不超过5度。
产品标准
1.热嘴设计经热平衡分析结合实践验证。产品90%标准化,充足库存品质100%合格。
材质进口
2. 发热圈绕制方式经过严格测试,绕制工艺标准化,高品质要求保证质量稳定。
工艺标准
3. 热嘴采用一胜百进口材质,在客户现场检测热嘴内部温差,有效保证温度平衡。
》水口拉丝、流涎的原因 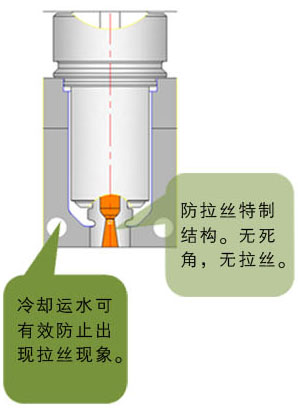 ■ 热嘴口部无合理的冷却。
■ 热嘴口部无合理的冷却。
热嘴浇口附近应设计合理的冷却运水,增加冷却
运水可避免浇口热量积存导致拉丝流涎等问题。
■ 热嘴选择不合理,断胶点位置不确定
振雄热嘴为无嘴芯的的特制结构,不会拉丝,无流延极端注塑条件导致的
拉丝建议采用针阀式热嘴。
■ 热嘴温度不稳定,长期生产稳定性差。
振雄加热配件采用进口配件。
》阀针卡针的原因 
1.阀针与针套配合长度过长。
振雄导套与阀针的配合长度比其他公司短,
很少卡针。
2.阀针与针套配合公差不合理。
振雄导套与阀针的配合公差根据加纤材料特殊定 制,并经过反复测试和验证,
能确保不漏胶且不卡针。
3.加工误差导致品质不合格或不稳定。
振雄配件品质控制严格达标。
 食品包装注塑条件:
食品包装注塑条件:
